JAK NASTAVIT CO2
Jak nastavím svářečku MIG/MAG oborně, a pro nás všechny CO2
obecný popis , který se v zásadě hodí pro všechny zdroje.
Svářecí zdroje MIG a jejich nastavení - i když jste laik
Od teorie k praxi:
Zařízení MIG
jsou konstruovány jako zdroje napětí, ve kterých proces tavení kovu svařence se děje na základě zkratového přenosu kovu v elektrickém oblouku v ochranné atmosféře.
To znamená:
- drát se dotkne materiálu a dojde ke zkratu vytvoří se elektrický oblouk, cháněný plynem před oxidací /spálením/
- elektrický oblouk utaví určité množství drátu/ oddělí kapku kovu/
- zároveň teplota el. oblouku taví materiál svařence - vytvoří lázeň roztaveného materiálu
- odělená kapka kovu přídavného materiálu padá do roztavené lázně
- chrakteristickým pohybem hořáku a patřičnou technologickou kázní dojde k promíchání kovů
- odtavený drát je ihned doplněn dalším drátem /posuv drátu podavačem/ a tím se proces opakuje.
- posuv drátu a napětí musí být v určité "harmonii" pro dosažení optimálního efektu
Pro začátek, a platí to pro všechny zdroje MIG, zvolte tento postup:
prohlédněte zdroj jaké má funkce :
předfuk plynu .................. plyn proudí před svářením
dofuk plynu ........................ plyn proudí po sváření
výlet drátu ........................... rychlost drátu před vlastním svářením
svářecí rychlost drátu .......... rychlost drátu při sváření
dohoření drátu ..................... používáme v závislosti na použitém plynu a kvality brzdy motoru
Zařízení hobby a mnohá zařízení do cca 200A mají pouze funkci:
svářecí rychlost, ostatní funkce jsou nastaveny z výroby
VLASTNÍ POSTUP - PRVNÍ SVÁR
zvolte minimální napětí a minimální posuv drátu .......... patrně se drát bude odtavovat ve velkých intervalech a 'kapkách'
zvyšte napětí zdroje /např. o stupeň/ a dostavte drát tak, aby odkapávání materiálu bylo v co nejoptimálnějším rytmu /pokud rychlost přeženete oblouk se nevytvoří a drát se bude jen o svařenec kroutit a minimálně žhavit. Jsou však zařízení, které budou přídavný drát velmi efektivně žhavit až tavit /to je známka, že zařízení je velmi dobře navrženo/, ale ani jeden případ - nevytvoří potřebný zkratový přenos.
Aby byl oblouk užitečný /roztavil drát i materiál svařence/ :
zvyšte napětí a přidejte drát natolik, až se teplem vneseným do místa sváru dostatečně materiál nataví a kovy slijí.
Svářecí proces ve zkratovém přenosu, při dobře seřízeném stroji, poslechem připomíná hlasitý bzukot včely
Vzhled sváru závisí na zdatnosti, zkušenosti a znalostech svářeče.
Faktory pro správný průběh výše uvedeného jsou:
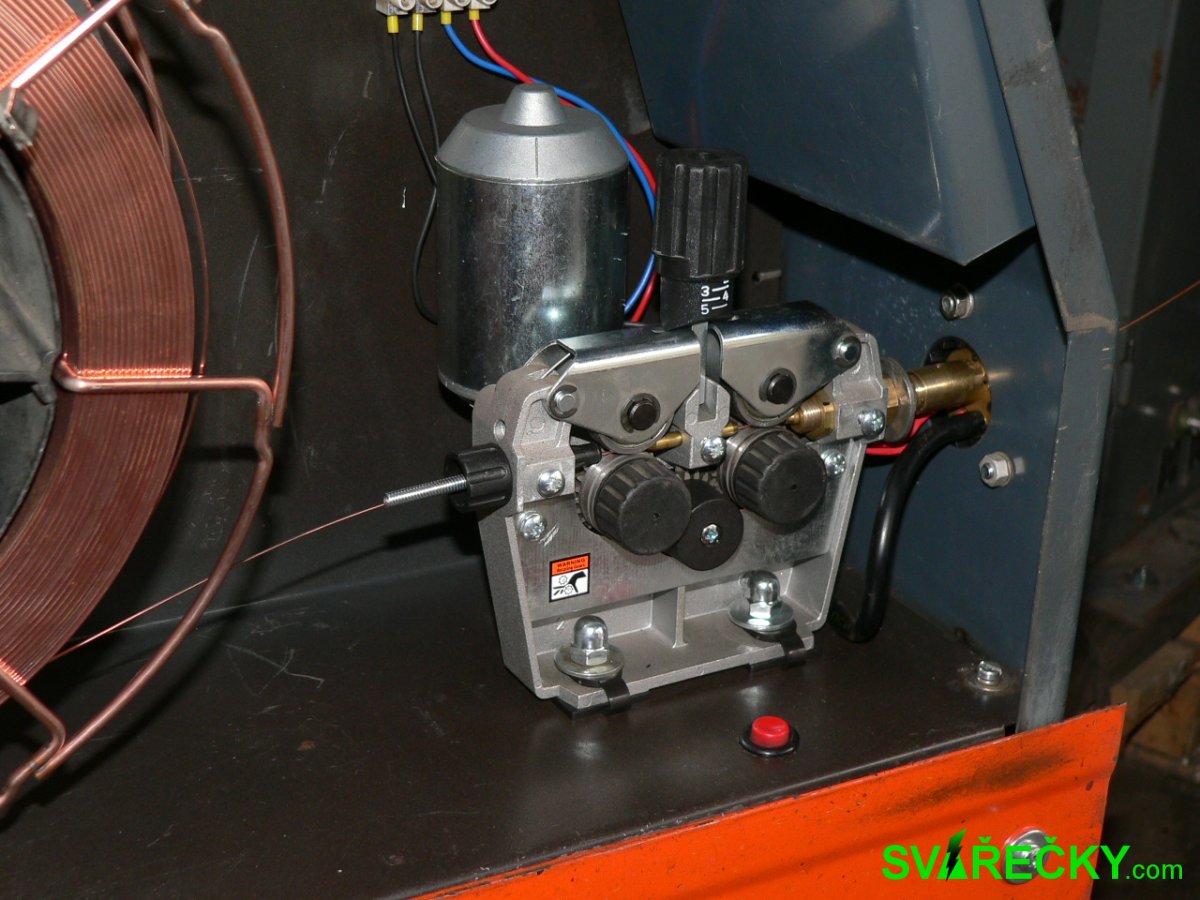
a/ podávání drátu v podavači zdroje
b/ cesta drátu od podavače k průvlaku
c/ přídavný materiál - chemická a fyzikální kvalita
d/ zdroj svářecí energie
e/ naprosto vpořádku ostatní kabeláž spojky a vlastní přípojku el. energie